![]()
| Также мы восстанавливаем диски, имеющие так называемую алмазную обработку. Восстанавливаем не только заводскую риску, но и повреждения полученные на блестящей поверхности. В промышленности эту технологию называют АЛМАЗНАЯ ПРОТОЧКА. |
![]()
Мы не претендуем на теле-, радио- ротацию. Достаточного того, что Вам интересно и Вы это посмотрели.
|
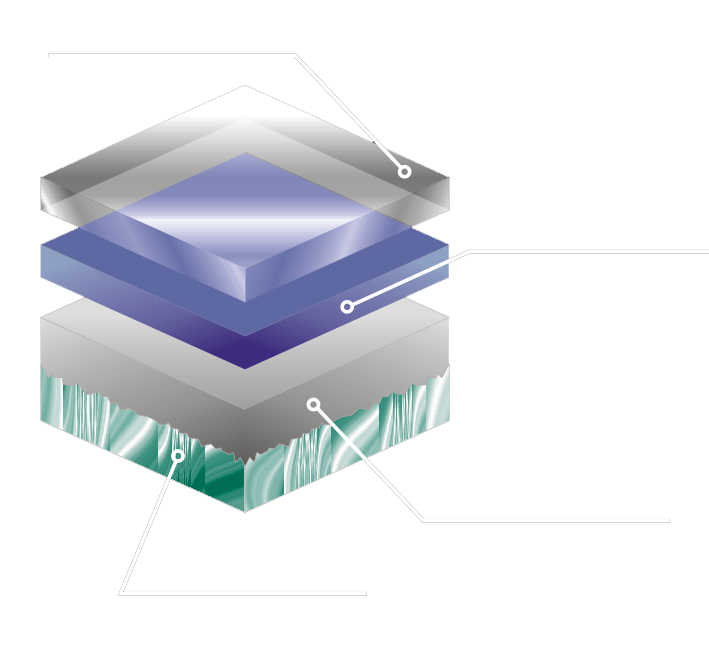
Основные преимущества покраски порошковым полимером перед покраской акриловыми жидкими красками: более глубокая адгезия к металлу,
высокая стойкость к механическим и атмосферным воздействиям и как следствия отличные антикоррозийные свойства, возможность окрашивания в 4-5 слоев без потери стойкости к сколам. Более подробно читайте ниже... |
КРАСКА
АДГЕЗИОННЫЙ ГРУНТ
![]()
|
|
|
|
|
|
![]()
|
Первый этап механической обработки заключается в абразивоструйной очистке диска с целью удаления коррозии и старого лакокрасочного покрытия.
Создание шероховатой поверхности при абразивоструйной очистке увеличивает адгезию наносимого лакокрасочного покрытия.
Хотя абразивоструйная очистка была придумана и реализована в начале 20 века, но на данный момент она является самым совершенным способом с точки зрения экономии времени и средств. И конечно есть разница между абразивоструйной очисткой путепроводных мостов и очисткой таких деликатных вещей как колесные диски. Демонстрационная анимация лишь показывает суть процесса, а наш технологический процесс изменен в сторону бережного удаления ЛКП. |

|
||
|

|
||
|---|---|---|---|

|
|||
Газодинамическое напыление
|
Второй этап механической обработки включает в себя выравнивание вмятин, образовавшихся при эксплуатации,
наплавка отсутствующих частей диска, удаление сколов, царапин, заводского брака литья и коррозионных раковин.
Для устранения повреждений на поверхности дисков используется так называемое газодинамическое напыление алюминия. В кратце процесс заключается в заполнении повреждений (задиров и царапин) сплавом алюминия без критического нагрева металла диска, не оказывая пагубного воздействия на структуру металла, что происходит при классической аргонной сварки. После процесса восстановления металл диска и осажденный алюминий становятся монолитом и обрабатывается как обычный металл. Более подробно можно ознакомится на демонстрационном видео. |


Химическая подготовка
Следом за механической подготовкой перед покраской следует химическая. Первый этап химической подготовки заключается в антикоррозийной обработке подготавливаемой поверхности колесного диска т.е. созданием тончайшего антикоррозийного слоя (хроматирование). Вторым этапом идет и встречается во всех видах покраски- обезжиривание.
Порошковая покраска
 Этот этап является одним из важнейших при покраске и первым пунктом идет нанесение порошкового грунта.
Грунт наносится на всю поверхность диска. Который дополнительно помогает усилить адгезию краски с поверхностью диска и также является выравнивающим слоем.
Этот этап является одним из важнейших при покраске и первым пунктом идет нанесение порошкового грунта.
Грунт наносится на всю поверхность диска. Который дополнительно помогает усилить адгезию краски с поверхностью диска и также является выравнивающим слоем.
Самый важный этап - окраска. Процесс порошковой покраски несколько отличается от покраски традиционными жидкими красками. В случае с порошковой покраской поверхность диска заряжается положительным электрическим зарядом, а порошковая краска отрицательным, что обеспечивает равномерное нанесение и хорошее прилипание покрасочного слоя к диску, следует полимеризация в печи, затем наносится лак (глянцевый или матовый) и снова полимеризация в печи. Процесс полимеризации и набора прочности порошкового покрытия осуществляется при температуре в 170-200 oС, для чего диск помещается в специальную печь на период от 7 до 20 минут в зависимости от параметров, заявленных производителем краски.

